
Небольшое путешествие в космос
Космические путешествия, которые были лишь сюжетом в фантастических фильмах, вот-вот станут реальностью.
Тем не менее, это все еще не то, что каждый может легко себе позволить. Одна из причин, по которой космические путешествия такие дорогие, заключается в стоимости полета на ракете.
Электронно-лучевая технология аддитивного производства JEOL имеет потенциал
резко снизить стоимость разработки ракет, производства и даже топлива.
Электронно-лучевая машина AM для металла "JAM-5200EBM" позволяет снизить расход топлива и увеличить производительность, снизить стоимость и сократить время разработки за счет высокого качества и высокой повторяемости моделирования, интеграции нескольких частей и снижения веса.
Вместе с технологией аддитивного производства JEOL инновации развиваются с беспрецедентной скоростью.
Делаем «маленькое путешествие в космос» реальностью. Мы меняем мир с помощью электронных лучей






Технология аддитивного производства JEOL
Используя технологию электронного микроскопа высочайшего уровня в мире и систему электронно-лучевой литографии для производства полупроводников,
Компания JEOL разработала «Электронно-лучевую машину AM для металла», которая может производить детали высокой плотности и высокой прочности с помощью мощного и высокоскоростного электронного луча.
Это позволяет сэкономить средства и свободу проектирования за счет повышения производительности.

Катод с длительным сроком службы более 1,500 часов и без гелия
для предотвращения дыма
Электронно-лучевой XNUMXD-принтер с печатью по металлу
ДЖАМ-5200ЕВМ
основные черты
- Луч высокой мощности (максимум 6 кВт)
- Катод с длительным сроком службы (1,500 часов и более)
- Система предотвращения рассеивания порошка "e-Shield"
- Автоматическая коррекция электронного луча
- Теплопроизводительность: 1,100 ℃ или выше
- Система удаленного мониторинга

-
Катод с длительным сроком службы
«Катод с длительным сроком службы, срок службы которого составляет более 1,500 часов, может значительно сократить время простоя для замены катода». Секрет заключается в оригинальной вакуумной технологии JEOL, разработанной для производства электронно-лучевого оборудования.
-
Система предотвращения рассеивания порошка и без гелия
"электронный щит"Для предотвращения рассеивания порошка не требуется газообразный гелий. Уникальная система предотвращения рассеивания порошка JEOL, e-Shield и стратегия сканирования JEOL позволяют избежать явления дыма. Благодаря среде, не содержащей гелия, детали можно не только производить в чистом пространстве с низкими затратами, но и «поверхность катода также менее подвержена повреждениям, что позволяет электронному лучу оставаться стабильным». В результате качество изготовления может сохраняться до конца срока службы катода.
-
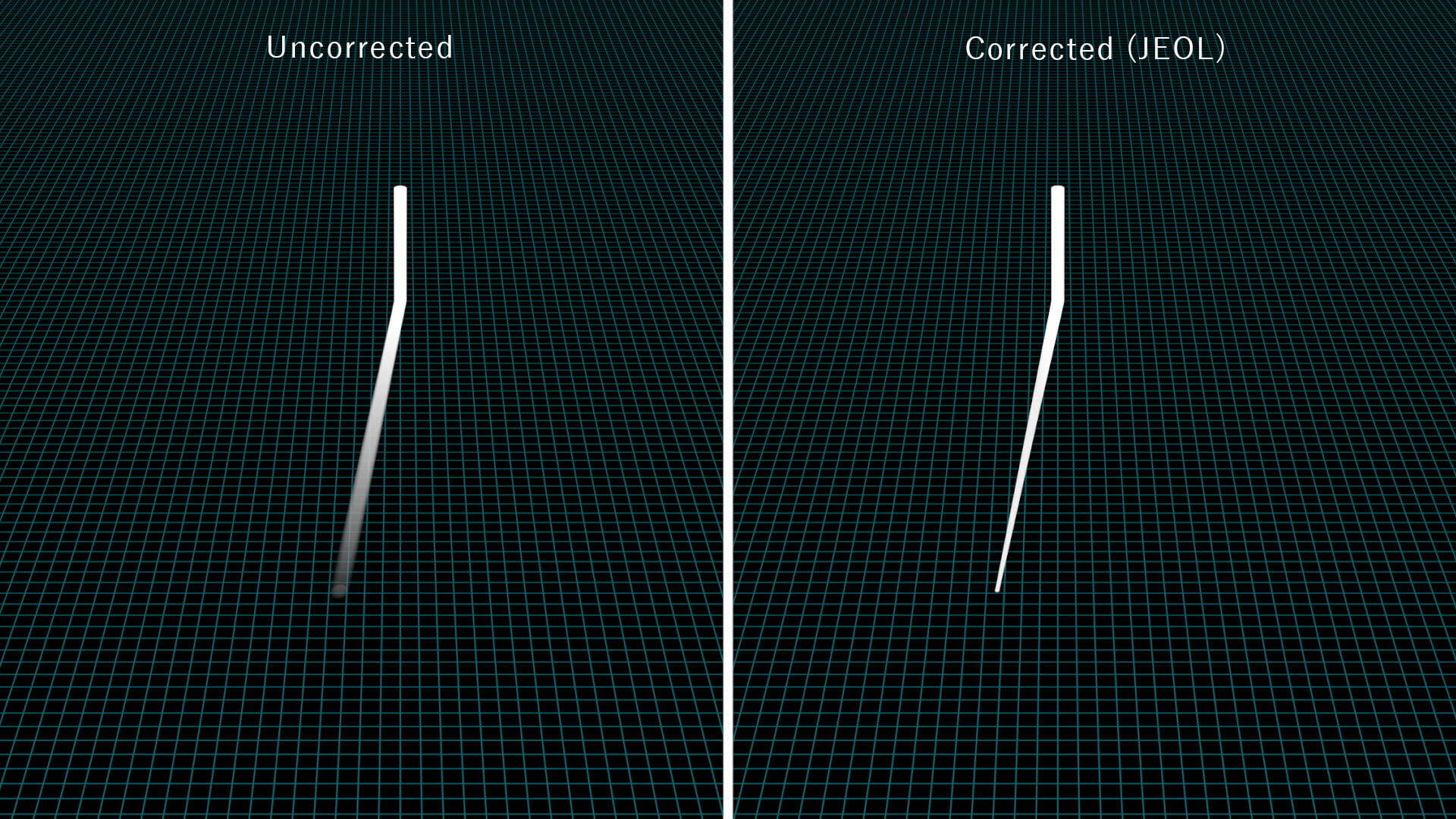
Автоматическая коррекция электронного луча
Фокус и форма пятна электронного луча автоматически корректируются в соответствии с положением облучения с помощью технологии, разработанной в нашей системе электронно-лучевой литографии для производства полупроводников.
Это обеспечивает высокое качество и высокую воспроизводимость производства на всей площади здания.
Изображение коррекции луча
(справа: исправлено (JAM-5200EBM)) -
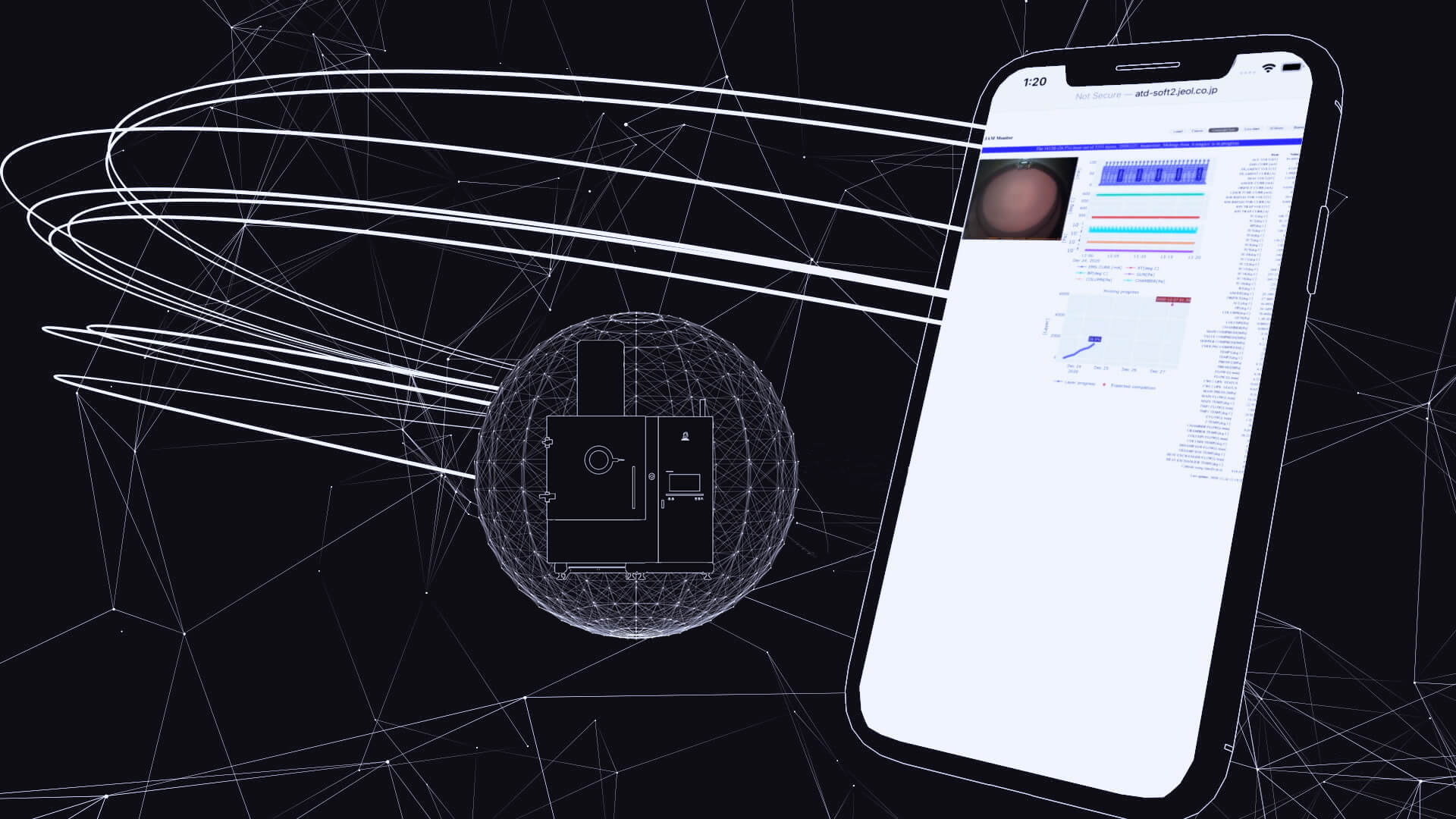
Система удаленного мониторинга
Статус производства и состояние машины можно в любое время проверить удаленно. Также доступна функция оповещения о тревоге.
-
Реализация экологически чистого и устойчивого общества
С помощью «Электронно-лучевого аддитивного станка по металлу» JEOL вы можете создавать более одной детали за один процесс печати. Резка практически не требуется, что предотвращает отходы материалов.
Еще одна возможность - повторное использование металлического порошка. Таким образом, JEOL работает над созданием экологически чистого и устойчивого общества.


Технические данные
ДЖАМ-5200ЕВМ
Основные технические характеристики
| Способ изготовления | Порошковая кровать Fusion |
|---|---|
| Обработка | Горячий процесс |
| Размеры здания | Максимум 250 мм (диаметр) × 400 мм (В) |
| Выход электронного луча | Максимум. 6 кВт |
| Нагревательная способность | Максимум. 1,100 ℃ или выше |
| Срок службы катода | 1,500 часов или больше |
| Блок предотвращения рассеивания порошка | электронный щит |
| Инертный газ (для защиты от дыма) | Не требуется |
| Давление в камере (процесс плавления) | 1 × 10-2 Па или ниже |
| Электронно-лучевая коррекция | Автоматический (Фокус, астигматизм, искажение) |
| Формат данных | СТЛ |
| Источник питания | 3 фазы, 200 В (±10%), 35 кВА |
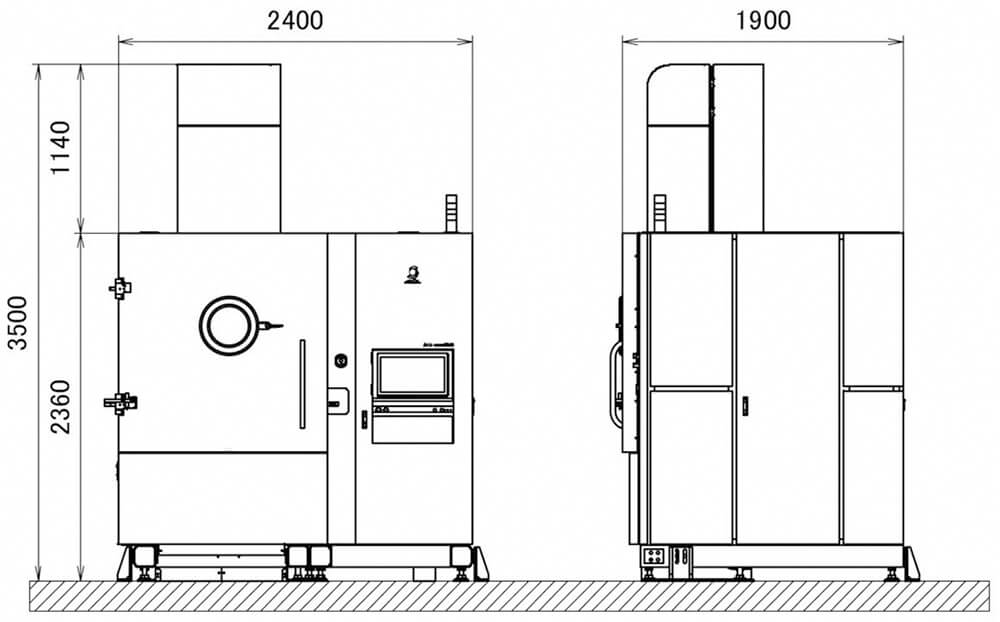
| Вес | 4,900 кг |
Габаритные размеры:


Образцы AM
ДЖАМ-5200ЕВМ

Лопатки турбины низкого давления для реактивного двигателя (имитация)
Материал: Ти-6Ал-4В
Высота: 400 мм
12 штук, построенных одновременно

Камера источника электронов
(Правая сторона: прибл. 25% снижение веса)
Материал: Ти-6Ал-4В
Каждый размер: 230 мм (диаметр) × 185 мм (высота)

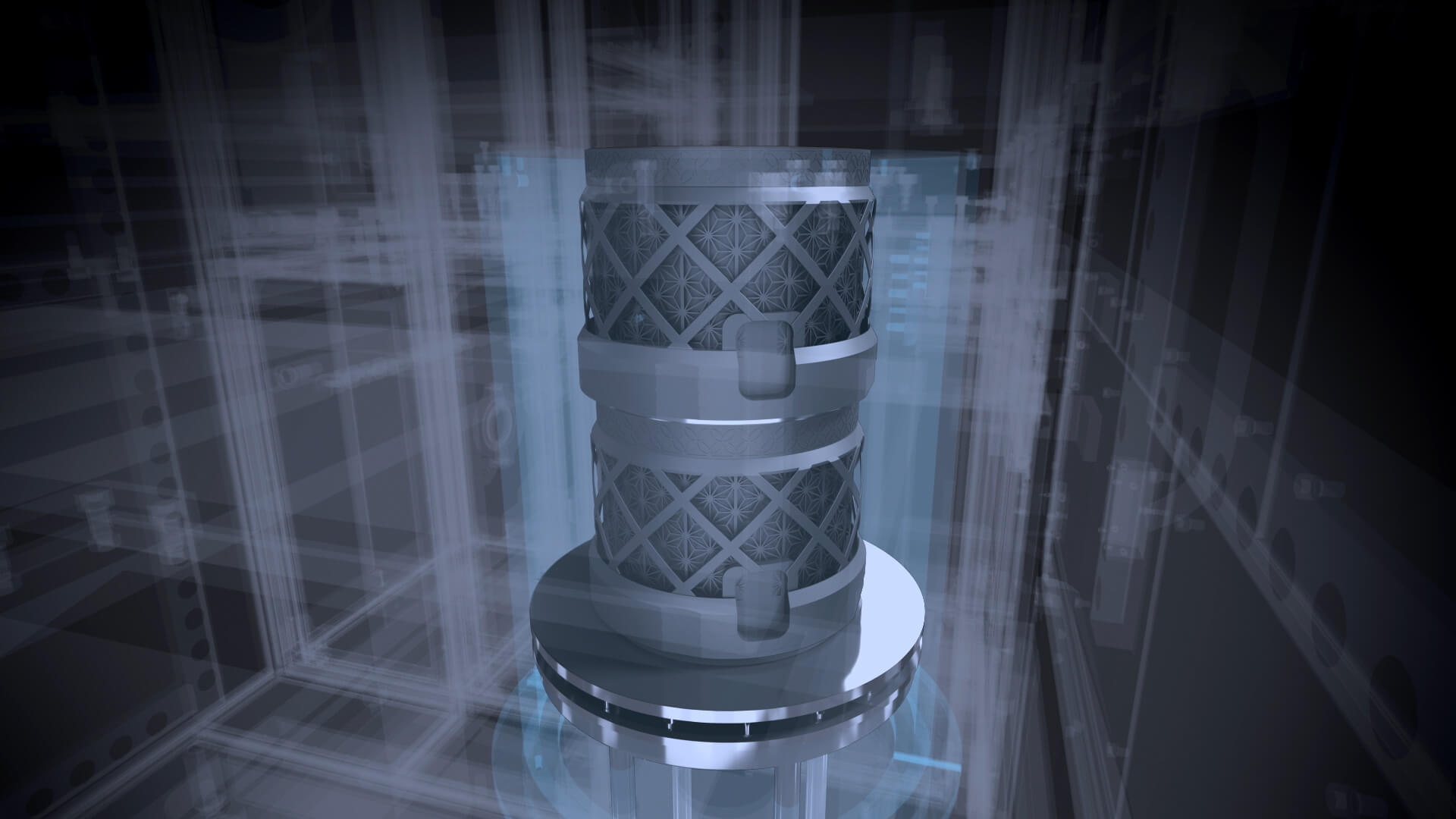
Маленькая чашка для саке (190 шт.)
Материал: Ти-6Ал-4В
Высота: 400 мм
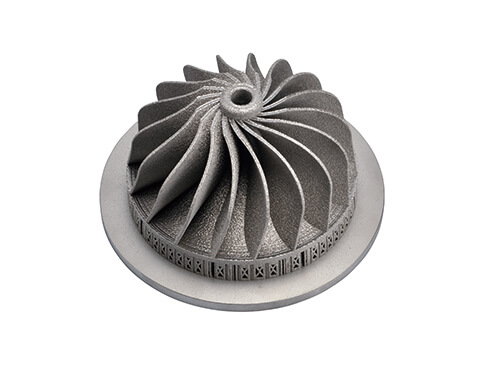
Крыльчатка
Материал: Суперсплав 718 на основе никеля.
Диаметр: 170 мм

Закрытое рабочее колесо
Материал: Суперсплав 718 на основе никеля.
Диаметр: 100 мм
Построен горизонтально без углов
Данные САПР: предоставлены The Barnes Global Advisors

Радиатор
Материал: чистая медь
Размер: 100 мм×100 мм





Революция в разработке материалов: трехмерная печать посредством электронно-лучевой плавки
- Расставание с тысячелетним наследием
Акихико Тиба
Профессор, деформационная обработка, Институт исследования материалов, Университет Тохоку
Технология аддитивного производства, применяющая ЗD-принтеры для производства металлических деталей. Ожидается, она произведет революцию в производстве деталей для самолетов и ракет, от которых требуются прочность и надежность. О потенциале данной технологии нам рассказал профессор Акихико Тиба из Института исследования материалов Университета Тохоку — ведущего японского учреждения в области технологий аддитивного производства из металла.
КОНТАКТЫ
Если у вас есть какие-либо вопросы или запросы о электронно-лучевой АМ-машине JAM-5200EBM,
Пожалуйста, свяжитесь с нами снизу: